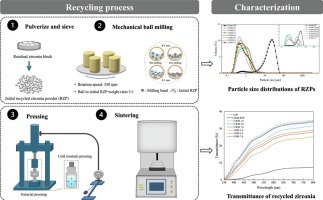
🔹 آسیابهای پودر (Ball Mill / Attritor Mill)
اولین و یکی از مهمترین مراحل، آمادهسازی پودر زیرکونیا با اندازه ذرات یکنواخت است.
وظایف اصلی تجهیزات آسیاب:
کاهش اندازه ذرات تا حدود 0.2–0.5 میکرون
توزیع یکنواخت یتریا (Y₂O₃)
جلوگیری از آگلومره شدن پودر
ویژگیهای فنی مهم:
لاینینگ و مدیای آسیاب از جنس زیرکونیا
قابلیت آسیاب تر (Wet Milling)
کنترل دما برای جلوگیری از آلودگی
کیفیت آسیاب در این مرحله مستقیماً روی دانسیته، استحکام و یکنواختی زینترینگ تأثیر میگذارد.




{kind=link}
{kind=link}

")

")









